滕州市科永達數控機床有限公司為您提供專業的數控車床解決方案,數控車床廠家對刀操作步驟數控車床可用對刀儀或試切等方式進行對刀�����。手動對刀操行對刀,也可按下述方法進行計算對刀�。
下面針對不同的程序,介紹試切對刀的操作步驟�����。
1)用G92指令建立坐標系的程序。
⑴ 系統軸數應與編程方式一致,此時應設為直徑編程方式(如更改需重新開機)�����。
⑵ Z軸對刀�����。(見圖4一1)在“點動操作”工作方式下,以較小進給速率試切工件端面,讀出此時刀具在機床坐標系下的Z軸坐標值Z2(設為20�、347) ,此時刀具在工件坐標系下的Z軸坐標值Z1為0,(如果工件坐標系在后端面則Z,為工件度值L)����。
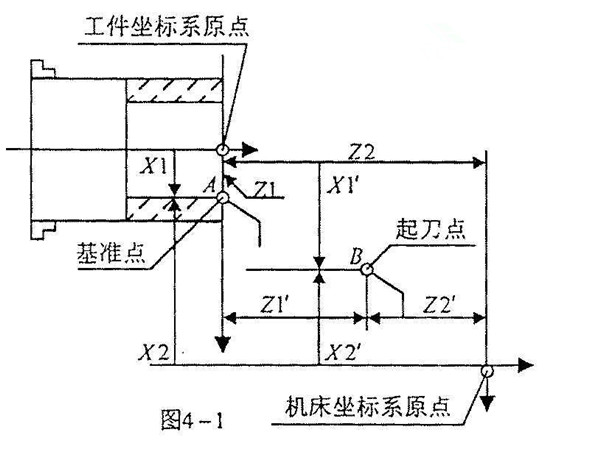
⑶ X軸對刀。(見圖4一1)在“點動操作”工作方式一下,以較小進給速率試切工件外圓,先讀出此時刀具在機床坐標系下的X軸坐標值X2(設為—210.538 ),再退出刀具,測量工件的直徑值。則刀具在機床坐標系下的X軸坐標值為X2時,其在工件坐標系下的X 軸坐標值X1為工件直徑值D(設為24.426 ) , (如半徑編程方式即為半徑值)數控機床廠家
⑷ 計算起刀點(B點),在機床坐標系下的坐標值(X2 ',Z2')����。根據上述步驟⑵�����、⑶可知,A點在工件坐標系下的坐標值為(X1,21) ,在機床坐標系下的坐標值為(XZ、Z2),故該兩坐標系的位置關系即確定。當程序設定B點在工件坐標系下的坐標值時(即指令 G92XXI'ZZ1‘設定),既可計算出日點在機床坐標系下的坐標值�����。該程序設定起刀點(B點),在工件坐標系下的坐標值(X1',Z1')為(70,30)����。故B點在機床坐標系下的坐標值(X2',Z2')為:X2’=X1+X2=70-24.426+(-210.538)= -164.964Z2’=Z1’-Z1+Z2=30-0+20.347=50.347
⑸ 刀具偏置值的測量、計算�����。選擇外圓刀作為基準刀�。先在工件上切出基準點(既步驟2、3試切時得到的A點),讀出刀具在基準點A時,其在機床坐標系下的坐標值(既試切時的讀數值XZ,Z2),再退刀、換刀,移動第二把刀使刀位點與工件基準點重合,讀出此時的機床坐標值X22(設為一190 . 324 ) , Z22(設為一0.23)�。則第二把刀的刀偏值�。X軸:Z22-X2= -190.324-(-210.538)=20.214Z 軸:Z22-Z2= -0.23-20.347=20.577同理得出第二把刀的刀偏值����。
⑹ 將刀具移到起刀點(B點)。用“點動操作”、“步進操作”或“MDI“ 方式,將刀具準確移到機床坐標下的(X2',Z2 ')點,該坐標值既是B點在機床坐標下的坐標值,因此也就將刀具準確移到工刊:坐標下的起刀點上�。該例即將刀具準確移到,步驟4計算出的機床坐標值(一1 64.964,50.347)上即可�。
注意:用G92指令建立的坐標系與起刀點位置有關,故程序中起點與終點位置最好一致�����。
2)用G54一G59 指令建立坐標系的程序����。
⑴ 首先進行“回參考點操作”,建立機床坐標系�。
⑵Z軸對刀。“點動操作”工作方式下,以較小進給速率試切工件端面,讀出此時刀具在機床坐標系下的Z軸坐標值Z2(設為一200. 347),此時刀具在工件坐標系下的Z軸坐標值Z1為39。
⑶ X軸對刀����。“點動操作”工作方式下,以較小進給速率試切工件外圓,先讀出此時刀具在機床坐標系下的X軸坐標值X2(設為一210.538 );再退出刀具,測量工件的直徑值�����。則刀具在機床坐標系下的X軸坐標值為XZ時,其在工件坐標系下的X軸坐標值X1為工件直徑值D(設為24.426),(如是半徑編程方式即為半徑值)
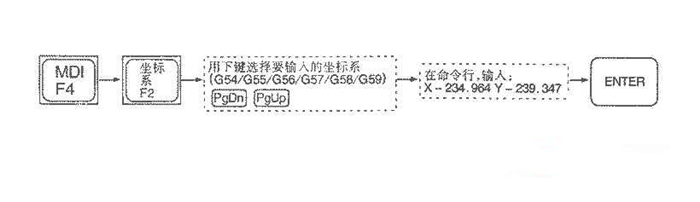
⑷ 計算零點偏置值,即工件坐標系零點在機床坐標系下的坐標值(XZ',Z2')。工件坐標系零點在工件標系下的坐標值(Xl',Z1')為(0,0)。故X2’=X1’-X1+X2=X2-X1=-210.538.24.426=-234.964Z2’=Z1’-Z1+Z2=Z2-Z120200.347-39=-239.347
⑸ 輸入零點偏置值。
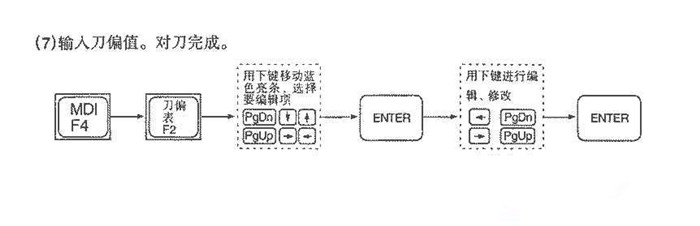
⑹ 刀偏值的計算、輸人�。如有此需要,其計算�、輸人方式同“上述1)中步驟⑸����、⑺”。
注意:用G54指令建立的坐標系與起刀點位置無關,但每次開機前應回參考點。